佛山市喜亞鋁業有限公司
一站式整體解決方案專家,專業打造高端鋁材品牌
0757-81181368
一站式整體解決方案專家,專業打造高端鋁材品牌
0757-81181368

銷售部
張青:180-2224-1999
侯先生:133-2671-8618
電話:0757-81181368
QQ:287660868
郵箱:xy18022241999@163.com
網址:hginsight.cn
地址:佛山市南海區獅山鎮招大白泥坑工業園16號
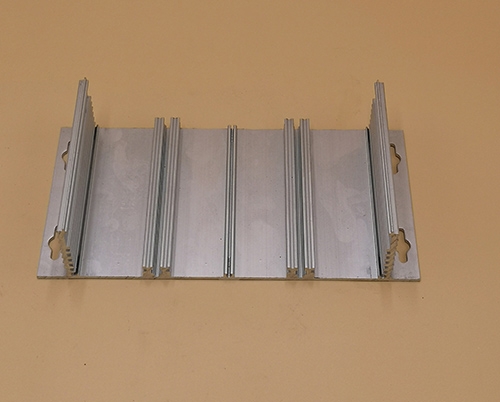
一、工業鋁材定義
1、工業鋁合金型材,是一種以鋁為主要成份的合金材料,鋁棒通過熱熔,擠壓從而得到不同截面形狀的鋁材料,
2、但添加的合金的比例不同,生產出來的工業鋁型材的機械性能和應用領域也不同。
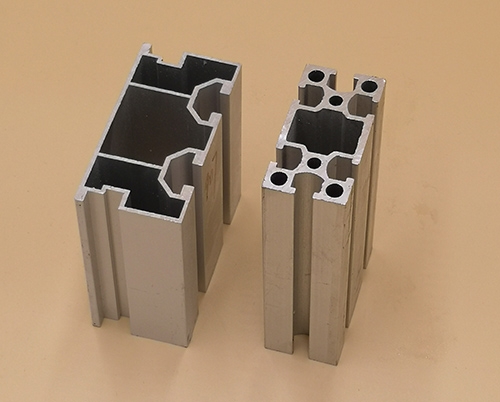
2、執行標準按GB/T5237.1-2004。
3、應用的領域一般來講,工業鋁型材是指除建筑門窗、幕墻、室內外裝飾及建筑結構用鋁型材以外的所有鋁型材。
二、擠壓工業鋁材注意操作規程及注意事項
擠壓重要的問題是金屬溫度的控制,
從鑄錠開始加熱到擠壓型材的淬火都要保證可溶解的相組織不從固溶中析出或呈現小顆粒的彌散析出。
6063合金鑄錠加熱溫度一般都設定在Mg2Si析出的溫度范圍內,
加熱的時間對Mg2Si的析出有重要的影響,采用快速加熱可以大大減少可能析出的時間。
一般來說,對6063合金鑄錠的加熱溫度可設定為:未均勻化鑄錠:460-520℃;均勻化鑄錠:430-480℃。
其擠壓溫度在操作時視不同制品及單位壓力大小來調整。

三、工業鋁材擠壓機操作規程:
1、檢查油壓系統是否漏油,空氣壓力是否正常。
2、檢查傳輸帶、冷床、儲料臺是否有破損和擦傷型材之處。
3、拉伸前要確認鋁型材的長度,再預定拉伸率,確定拉伸長度,即主夾頭移動位置,
4、通常6063T5拉伸率為0.5%--1%,6061T6拉伸率為0.8%--1.5%。
5、根據鋁型材的形狀確認夾持方法,大斷面空心型材,可塞入拉伸墊塊,但要盡量確保足夠的夾持面積。
6、當鋁型材冷卻至50℃以下時,開能拉伸型材。
7、當型材同時存在彎曲和扭擰時,應先矯正扭擰后拉彎曲。
8、第1、2根進行試拉,確認預定拉伸率和夾持方法是否合適。
9、目視彎曲、扭擰、檢查型材的平面間隙、擴口、并口,如不合適,要適當調整拉伸率。
10、正常拉伸率仍不能消除彎曲、扭擰,或不能使幾何尺寸合格時,應通知操作手停止擠壓。
11、冷卻臺上的型材不能互相摩擦、碰撞、重疊堆放、防止擦花。
工業鋁材擠壓機的工作效率高低和使用壽命長短與工業鋁材擠壓機的安裝順序有很大的關系,一般工業鋁材擠壓機的設備基礎,除要能承受設備本身重量和生產用原料重量外,還要承受工擠壓機工作時的動負荷作用,因此設備安裝必須按照相應的安裝程序進行。