佛山市喜亞鋁業(yè)有限公司
一站式整體解決方案專家,專業(yè)打造高端鋁材品牌
0757-81181368
歡迎光臨佛山市喜亞鋁業(yè)有限公司網(wǎng)站!
一站式整體解決方案專家,專業(yè)打造高端鋁材品牌
0757-81181368

銷售部
張青:180-2224-1999
侯先生:133-2671-8618
電話:0757-81181368
QQ:287660868
郵箱:xy18022241999@163.com
網(wǎng)址:hginsight.cn
地址:佛山市南海區(qū)獅山鎮(zhèn)招大白泥坑工業(yè)園16號
一、包裝
由于工業(yè)鋁型材產(chǎn)品質(zhì)量要求非常高,對外觀整體美觀度非常講究,所以在后期包裝上要求非常嚴格。
整體包裝流程分為以下幾類:
①型材表面貼膜,避免劃傷。
②珍珠棉包裹;
③至外層包裹一層牛皮紙,避免硬物剮蹭;
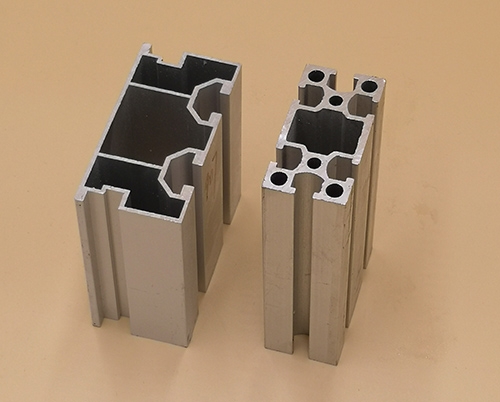
二、噴砂+氧化處理工藝
工業(yè)鋁型材在擠壓成型之后,表面會有明顯的拉伸紋,且表面微孔較大,相對較粗糙,必須要經(jīng)過噴砂處理,
利用噴砂過程中金剛砂的沖擊作用將引起鋁型材表層組織結(jié)構(gòu)的變化,
伴隨著塑性變形過程晶體發(fā)生滑移,導致亞晶粒內(nèi)位錯密度的增加,型材表面變得更加平滑。
工業(yè)鋁型材表面處理經(jīng)過以下幾個步驟:
①表面噴砂處理;
②表面預(yù)處理;
③工業(yè)鋁型材脫脂工藝;
④工業(yè)鋁型材酸蝕工藝;
⑤工業(yè)鋁型材堿蝕工藝;
⑥中和工藝;
⑦工業(yè)鋁型材氧化工藝;
⑧工業(yè)鋁型材封孔工藝;
目前市場上很多工業(yè)鋁型材為降低成本,減少了工業(yè)鋁型材表面氧化處理工序,直接采用銀白氧化處理方式,表面呈亮銀色,鍍層一般在5μ-6μ之間遠遠達不到行業(yè)標準(行業(yè)標準鍍層10μ-12μ)。
鋁型材")
三、人工時效
擠壓生產(chǎn)出來的鋁型材,未經(jīng)時效前硬度偏低,不能作為成品使用,因此,一般來說,都必須經(jīng)過時效來提高強度。
1、生產(chǎn)工藝的控制:
①鑄錠溫度控制:
擠壓上機前要對鑄錠進行測溫,達到工藝要求后方能上機生產(chǎn)。
②在線淬火工藝:
固溶淬火是時效的基本前提,沒有固溶淬火時效是沒有任何意義的。
因此,在擠壓機出料口要根據(jù)鑄錠牌號、型材壁厚、擠壓速度以及淬火設(shè)備狀況來選擇在線淬火工藝,
如風淬、風-霧淬、水淬等,以保證淬火冷卻速度符合合金的淬火敏感性要求。
③時效爐溫的設(shè)定與控制:
通常,時效爐溫與時效爐表顯溫度存在一定的誤差,
設(shè)定表溫時要根據(jù)爐子的實際溫度來進行設(shè)定,并密切關(guān)注時效爐溫的波動情況。
④時效保溫:
要嚴格按照工藝要求來進行時效,保溫時間要適當,防止欠時效或過時效而導致硬度不夠。
2、坯料裝框、裝爐:
①擠壓裝框不能過密,料與料之間要有間隔,特別是不通風的小料、厚料間隔更加要大些,
②管料與小料、板料合裝一框時,管料放下面這樣有利于時效循環(huán)送風。
③裝爐前要將6063特殊合金與普通6063合金分開裝爐時效,
④由于生產(chǎn)的原因確實要同爐時效時,要取用特殊合金的工藝來進行時效。

張青:180-2224-1999 (手機/微信)
侯先生:133-2671-8618 (手機/微信)
電話:0757-81181368
QQ:287660868
郵箱:xy18022241999@163.com
地址:佛山市南海區(qū)獅山鎮(zhèn)招大白泥坑工業(yè)園16號