
佛山市喜亞鋁業有限公司
一站式整體解決方案專家,專業打造高端鋁材品牌
0757-81181368
一站式整體解決方案專家,專業打造高端鋁材品牌
0757-81181368

銷售部
張青:180-2224-1999
侯先生:133-2671-8618
電話:0757-81181368
QQ:287660868
郵箱:xy18022241999@163.com
網址:hginsight.cn
地址:佛山市南海區獅山鎮招大白泥坑工業園16號

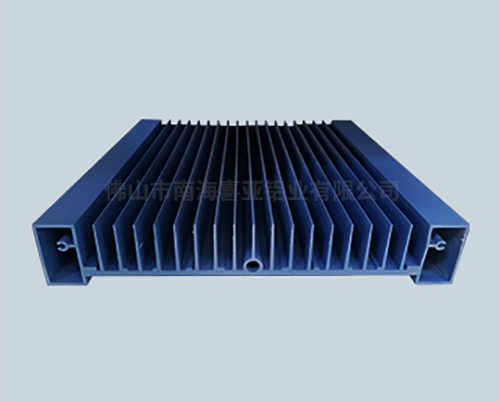
我們經常看到的散熱器鋁型材呈扁寬形,梳子形、魚刺形、鰭片形或太陽花形等,陽朔梳子散熱器鋁型材它們的共同特點都是有很多細長的齒,可以加大與空氣之間的接觸,更均勻的將熱量帶走,散熱效果更佳。鋁型材在散熱器方面應用廣泛,梳子散熱器鋁型材廠家在電子電器、光伏逆變器、風力發電、空壓機、大型電柜、無線發射塔、大功率LED燈等散熱均可使用鋁型材。鋁型材在3C領域也得到廣泛應用,電腦、通信設備、手機、攝影攝像器材、家用電器外殼等均有應用。

擠壓筒、擠壓墊磨損超差,擠壓筒和擠壓墊尺寸配合不當,使用的墊片直徑差超過允許值;擠壓筒和擠壓墊太臟,粘有油污、水分、石墨等;陽朔梳子散熱器鋁型材廠家潤滑油中含有水;鑄錠表面鏟槽太多,過深,或鑄錠表面有氣孔、砂眼,組織疏松、有油污等;更換合金時,筒內未清理干凈;擠壓筒溫度和擠壓鑄錠溫度過高;鑄錠溫度、尺寸超過允許負偏差;鑄錠過長,填充太快,鑄錠溫度不均,梳子散熱器鋁型材廠家引起非鼓形填充,因而筒內排氣不完全,或操作不當,未執行排氣工序;模孔設計不合理,或切殘料不當,分流孔和導流孔中的殘料被部分帶出,擠壓時空隙中的氣體進入表面。

擠壓鋁型材較讓人感到不舒服的情況就是:擠出來的鋁型材表面有起泡起皮的現象。陽朔梳子散熱器鋁型材看著本應光滑的型材表面出現一顆顆小泡或者一塊塊斑駁的皮,簡直無法忍受。合理設計擠壓筒和擠壓墊片的配合尺寸,經常檢查工具尺寸,保證符合要求,擠壓筒出現大肚要及時修理,梳子散熱器鋁型材廠家擠壓墊不能超差;工具、鑄錠表面保持清潔、光滑和干燥;經常檢查設備和儀器,防止溫度過高、速度過快;合理設計、制造工模具,導流孔和分流孔設計成1°-3°內斜度。
散熱器鋁型材生產的關鍵是擠壓模具的試模,有條件的話,可以先在電腦上做模擬試驗,陽朔梳子散熱器鋁型材看模具設計的工作帶是否合理,然后在擠壓機上試模。試模十分重要,操作手要讓主柱塞前進上壓時在低于8MPa的低壓力下慢速前進,有人用電筒光線照看模具出口處,等擠壓模具的每一個散熱片都均勻擠壓出模孔后,才能逐漸加壓加速進行擠壓。試模成功后繼續擠壓時,應注意控制好擠壓速度,做到平穩操作。生產散熱器型材時應注意模具的加熱溫度,梳子散熱器鋁型材廠家要使模具溫度與鑄錠溫度相近。若溫差太大,由于上壓時擠壓速度慢,會使金屬溫度下降,易產生堵模或流速不均勻的現象。



