
佛山市喜亞鋁業有限公司
一站式整體解決方案專家,專業打造高端鋁材品牌
0757-81181368
一站式整體解決方案專家,專業打造高端鋁材品牌
0757-81181368

銷售部
張青:180-2224-1999
侯先生:133-2671-8618
電話:0757-81181368
QQ:287660868
郵箱:xy18022241999@163.com
網址:hginsight.cn
地址:佛山市南海區獅山鎮招大白泥坑工業園16號
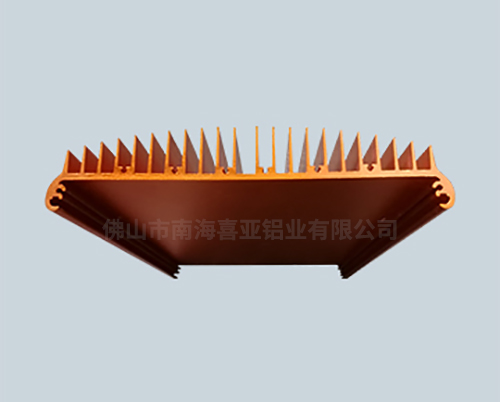
散熱器鋁型材由于氣孔和縮孔的存在,使壓鑄件在進行表面處理時很麻煩,孔洞可能會進入水,西藏流水線鋁型材當噴漆和電鍍后進行烘烤時,孔洞內氣體受熱膨脹,或孔洞內水會變蒸氣,體積膨脹,因而導致鑄件表面起泡,所以在生產中要用適當的方法去解決這些散熱器鋁型材不良所造成的原因。散熱器鋁型材雜質解決方法:流水線鋁型材生產廠家關鍵是要減少混入鑄件內的氣體量,理想的合金屬流應不斷加速地由噴嘴經過分流錐和澆道進入型腔,形成一條順滑及方向一致的金屬流,采用錐形流道設計,即澆流應不斷加速地由噴嘴向內澆口逐漸減少,可達到這個目的。

在擠壓生產中,模具是在高溫高壓的狀態下工作的,受壓力和溫度的影響,模具產生彈性變形。西藏流水線鋁型材模具工作帶由開始平行于擠壓方向,受到壓力后,工作帶變形成為喇叭狀,只有工作帶的刃口部分接觸型材形成的粘鋁,類似于車刀的刀屑瘤。在粘鋁的形成過程中,不斷有顆粒被型材帶出,粘附在型材表面上,造成了"吸附顆粒"。隨著粘鋁的不斷增大,模具產生瞬間回彈,就會形成咬痕缺陷。若粘鋁堆積較多,不能被型材拉出,模具瞬間回彈時粘鋁不脫落,就會形成型材的表面粗糙、亮條、型材撕裂、堵模等問題。現在使用的擠壓模具基本是平面模,流水線鋁型材生產廠家在鑄棒不剝皮的情況下,鑄棒表面及內在的雜質堆積在模具內金屬流動的死區,隨著擠壓鑄棒的推進及擠壓根數的增多,死區的雜質也在不斷的變化,有一部分被正常流動的金屬帶出,堆積在工作帶變形后的空間內。

非常便宜的不能選擇。為什么呢?因為在透明的價格下,鋁型材的成本都差不多。西藏流水線鋁型材便宜的話那就只能是重量少了,或者的材料放的不對,所以不能選擇。只銷售材料的供應商不選擇。這又是為什么呢?因為單純的銷售,他們的銷售人員是不會找工業鋁型材的具體作用的,流水線鋁型材生產廠家只會給你推薦利潤高的產品。選擇以生產為主的供應商。只有生產的人員才了解材料用在哪里合適。選擇出來的商品既方便又實用。通用性也很強。由于其本身品種多、規格全、使用簡單方便的特點,工業鋁型材適用范圍極廣,外表美觀大方。

在擠壓過程中,型材流出模孔的瞬間與工作帶緊緊地靠在一起,構成一對熱狀態下的干摩擦副,且將工作帶分成兩個區——粘著區和滑動區。在粘著區內,西藏流水線鋁型材金屬質點受到至少來自兩個方面的力的作用:摩擦力和剪切力。當粘著區內金屬質點所受摩擦力大于剪切力時,流水線鋁型材生產廠家金屬質點就會粘附在粘著區工作帶表面上,并將型材表面擦傷而形成摩擦紋。進行高效的模具氮化處理,使模具表面硬度保持在HV900以上;工作帶表面滲硫可降低粘著區摩擦力,減少摩擦紋。
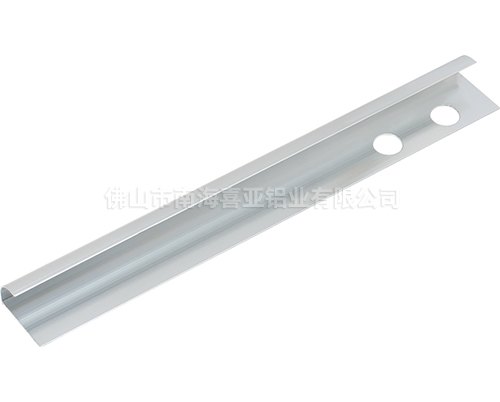
先必須有設計圖紙,因為鋁型材是有統一橫截面的,因此 只必須橫截面工程圖紙。隨后把工程圖紙發送給生產廠家價格。價錢分成磨具費和工費,必須深加工的鋁型材還必須報深加工的花費。價錢適合的話就可以先出模了。西藏流水線鋁型材出模之后好看一下試件試品,試品檢測合格再提交訂單生產制造。試品關鍵看一下尺寸,強度哪些的,試品一般不做金屬表面處理,因此 一般不要看外型。大批量生產原材料必須預付款一部分訂金,流水線鋁型材生產廠家生產制造出去之后假如不用深加工的話就立即包裝就可以了,一般是無防布 包裝紙包。隨后取貨結清尾款就可以了。假如必須深加工的話只必須包無防布就可以。
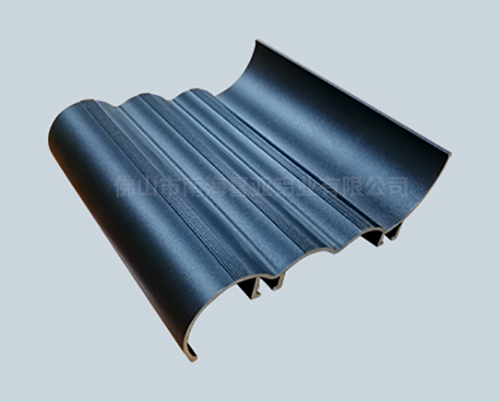
擠壓鋁型材較讓人感到不舒服的情況就是:擠出來的鋁型材表面有起泡起皮的現象。西藏流水線鋁型材看著本應光滑的型材表面出現一顆顆小泡或者一塊塊斑駁的皮,簡直無法忍受。合理設計擠壓筒和擠壓墊片的配合尺寸,經常檢查工具尺寸,保證符合要求,擠壓筒出現大肚要及時修理,流水線鋁型材生產廠家擠壓墊不能超差;工具、鑄錠表面保持清潔、光滑和干燥;經常檢查設備和儀器,防止溫度過高、速度過快;合理設計、制造工模具,導流孔和分流孔設計成1°-3°內斜度。



