
佛山市喜亞鋁業(yè)有限公司
一站式整體解決方案專家,專業(yè)打造高端鋁材品牌
0757-81181368
歡迎光臨佛山市喜亞鋁業(yè)有限公司網(wǎng)站!
一站式整體解決方案專家,專業(yè)打造高端鋁材品牌
0757-81181368

銷售部
張青:180-2224-1999
侯先生:133-2671-8618
電話:0757-81181368
QQ:287660868
郵箱:xy18022241999@163.com
網(wǎng)址:hginsight.cn
地址:佛山市南海區(qū)獅山鎮(zhèn)招大白泥坑工業(yè)園16號(hào)
散熱器鋁型材生產(chǎn)的關(guān)鍵是擠壓模具的試模,有條件的話,可以先在電腦上做模擬試驗(yàn),泉州擠壓鋁型材看模具設(shè)計(jì)的工作帶是否合理,然后在擠壓機(jī)上試模。試模十分重要,操作手要讓主柱塞前進(jìn)上壓時(shí)在低于8MPa的低壓力下慢速前進(jìn),有人用電筒光線照看模具出口處,等擠壓模具的每一個(gè)散熱片都均勻擠壓出模孔后,才能逐漸加壓加速進(jìn)行擠壓。試模成功后繼續(xù)擠壓時(shí),應(yīng)注意控制好擠壓速度,做到平穩(wěn)操作。生產(chǎn)散熱器型材時(shí)應(yīng)注意模具的加熱溫度,擠壓鋁型材生產(chǎn)廠家要使模具溫度與鑄錠溫度相近。若溫差太大,由于上壓時(shí)擠壓速度慢,會(huì)使金屬溫度下降,易產(chǎn)生堵模或流速不均勻的現(xiàn)象。
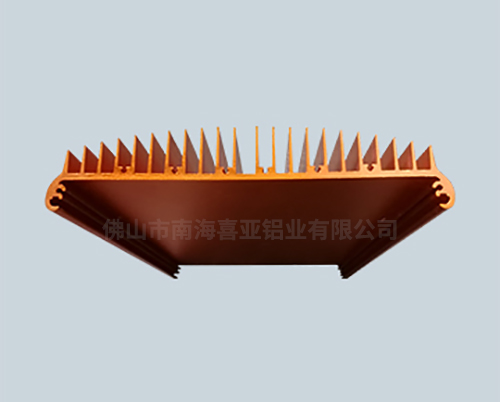
在擠壓過程中,型材流出模孔的瞬間與工作帶緊緊地靠在一起,構(gòu)成一對(duì)熱狀態(tài)下的干摩擦副,且將工作帶分成兩個(gè)區(qū)——粘著區(qū)和滑動(dòng)區(qū)。在粘著區(qū)內(nèi),泉州擠壓鋁型材金屬質(zhì)點(diǎn)受到至少來自兩個(gè)方面的力的作用:摩擦力和剪切力。當(dāng)粘著區(qū)內(nèi)金屬質(zhì)點(diǎn)所受摩擦力大于剪切力時(shí),擠壓鋁型材生產(chǎn)廠家金屬質(zhì)點(diǎn)就會(huì)粘附在粘著區(qū)工作帶表面上,并將型材表面擦傷而形成摩擦紋。進(jìn)行高效的模具氮化處理,使模具表面硬度保持在HV900以上;工作帶表面滲硫可降低粘著區(qū)摩擦力,減少摩擦紋。

鋁型材散熱器的散熱性較好,節(jié)能的特點(diǎn)十分明顯,在同樣的房間里,如果用同樣規(guī)格的暖氣片,鋁鑄的片數(shù)要比鋼制少。鋁型材散熱器的耐氧化腐蝕性能好,泉州擠壓鋁型材不用添加任何添加劑,其原理是,鋁一旦遇到空氣中氧,便函生成一層氧化膜,這層膜既堅(jiān)韌又致密,防止了進(jìn)一步對(duì)本體材料的腐蝕。選擇鋁型材散熱器,擠壓鋁型材生產(chǎn)廠家選擇高壓鑄鋁模塊組合式散熱器。這種散熱器是一次整體壓鑄成型的,因此無焊縫漏水問題。而且其大的優(yōu)點(diǎn)是產(chǎn)品不受小區(qū)采暖系統(tǒng)的限制,即使在開放式鍋爐系統(tǒng)中也能不受氧氣腐蝕由于采用模塊組合式的設(shè)計(jì)。
由于鋁型材品種規(guī)格多樣,并且在擠壓過程中材料流動(dòng)狀況復(fù)雜,擠壓模具承受載荷狀況惡劣,使得鋁型材擠壓產(chǎn)品開發(fā)和模具的設(shè)計(jì)成為一項(xiàng)艱巨的任務(wù)。泉州擠壓鋁型材依賴經(jīng)驗(yàn)設(shè)計(jì)和試模返修的傳統(tǒng)生產(chǎn)模式已不能滿足現(xiàn)代化經(jīng)濟(jì)發(fā)展的需求。在效率就是生命,質(zhì)量就是關(guān)鍵的市場(chǎng)經(jīng)濟(jì)環(huán)境下,鋁型材擠壓生產(chǎn)企業(yè)重視的是提高模具設(shè)計(jì)加工的成功率及擠壓的產(chǎn)量和成品率。擠壓鋁型材生產(chǎn)廠家在鋁及鋁合金半成品生產(chǎn)中,擠壓是主要成形工藝之一,擠壓模具的好壞、擠壓速度的快慢直接影響鋁及鋁合金擠壓生產(chǎn)企業(yè)的產(chǎn)品質(zhì)量和產(chǎn)量。

張青:180-2224-1999 (手機(jī)/微信)
侯先生:133-2671-8618 (手機(jī)/微信)
電話:0757-81181368
QQ:287660868
郵箱:xy18022241999@163.com
地址:佛山市南海區(qū)獅山鎮(zhèn)招大白泥坑工業(yè)園16號(hào)


